WupperCAM Postprozessoren - NC Programme wie von Hand geschrieben
Weshalb WupperCAM Postprozessoren ?
Die WupperCAM Postprozessoren für OPUS CAM geben Ihnen die Gewissheit, dass Ihre erstellten Operationen absolut richtig für Ihre Werkzeugmaschine ausgegeben werden.
Der Postprozessor setzt den OPUS CAM Quellcode in den NC-Code für Ihre Werkzeugmaschine um. Er steuert in OPUS noch viele weitere Funktionen und Abläufe.
Mit Ihnen zusammen legen wir die Anforderungen an den Postprozessor fest. Durch das ausgefeilte Postprozessorgerüst von OPUS CAM können wir die Ausgabe genau an den von Ihnen gewünschten Stellen in der von Ihnen gewünschten Syntax programmieren. Dabei kann es sich um Vorschübe, Anfahrbewegungen, Kommentare, Meßzyklen oder eigene Zyklen handeln.
Wenn Rückfragen auftauchen, nehmen wir mit dem zuständigen Mitarbeiter Kontakt auf und besprechen die Lösung. Dazu nutzen wir auch den TeamViewer, so dass Ihr Mitarbeiter auf unseren Rechnern sieht, wie die Ausgabe aussieht.
Mit dem Postprozessor wird ein Testprogramm geliefert, in welchem alle vereinbarten Funktionen enthalten sind. Damit haben Sie sofort die Kontrolle ob alle Ausgaben vereinbarungsgemäß erfolgen.
Tipp: WupperCAM bietet Standard Postprozessoren für Siemens- und Heidenhain Steuerungen an. Diese Postprozessoren können optional mit Ihren Funktionen ergänzt werden.
Steuerungszyklen und eigene Zyklen
Mit den ausgefeilten Werkzeugen von OPUS CAM ist es uns - WupperCAM - möglich, die steuerungsspezifischen Standardzyklen für Siemens, Heidenhain, Fanuc usw. einzupflegen und den Zyklus und dessen Ausgabe optional an Ihre Vorstellungen anzupassen.
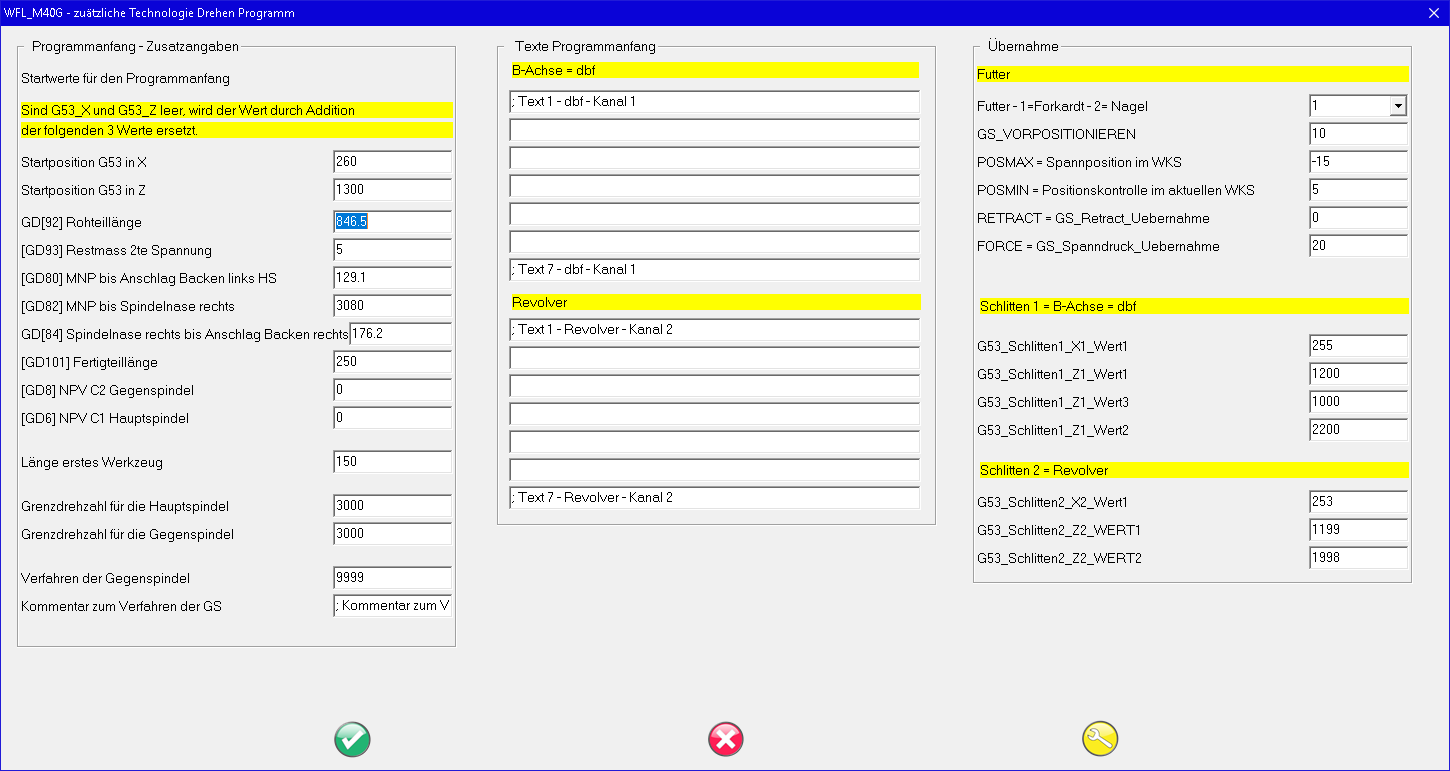
Falls Sie in Ihrem Unternehmen eigene Zyklen verwenden, können diese Zyklen von uns in OPUS CAM eingepflegt werden. Das umfasst nicht nur die gewünschte Ausgabe der NC-Sätze, sondern auch die Anpassung der Ansichtsmaske Ihres Bohrzyklus, wie nebenstehend zu sehen ist. Dabei kann die Eingabe der Wert zwingend sein oder freibleiben. Werte können vorbesetzt und ggf. überschrieben werden. Sind mehrere Werte möglich, so kann der gewünschte Wert über ein Pulldown Menü eingetragen und ggf. überschrieben werden.
Wir können auch Bilder in die Zyklusmaske einfügen. Dies ist gerade bei komplexeren Zyklen hilfreich, um die Parameter "griffbereit" zu haben, ohne immer ins Handbuch schauen zu müssen. Diese Bilder können durch doppelklicken als weiteres Fenster geöffnet werden.
Durch geschickte Programmierung ist es uns möglich, auch Fräszyklen auf Bohrbilder zu legen. Sie können dann z.B. einen Taschenfräszyklus auf das Bohrbild eines Flansches legen.
Die Hauptparameter wie Anfahrabstand, Werkstückoberfläche und Endtiefe sind in der Simulation zu sehen. Sollen weitere Parameter zu simuliert werden, so ist eine optionale Anpassung möglich.

Sonderbearbeitungen
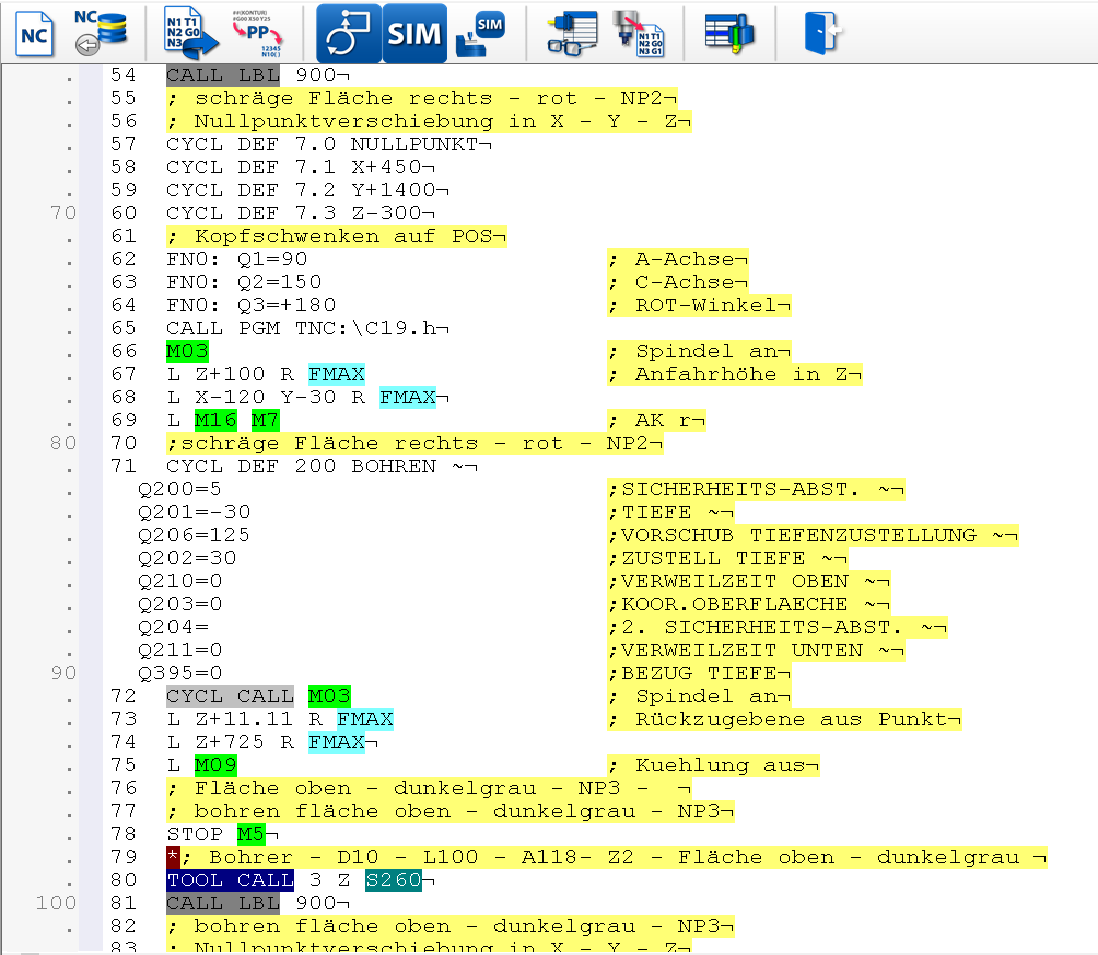
Mit der Funktion "Sonderbearbeitungen" in OPUS CAM haben Sie die Möglichkeit, Anmerkungen, eigene Eingaben, noch nicht vorhandene Zyklen oder sonstige NC-Sätze an einer definierten Stelle im NC-Programm auszugeben. Die Eingaben werden 1:1 ausgegeben, so das Kommentare als solche gekennzeichnet werden müssen, z.B. über ein " ; ".
Der Vorteil gegenüber einer Eingabe nach dem PP Lauf ist, dass die Ausgabe auch bei einem neuen Postprozessorlauf an der richtigen Stelle erhalten bleibt.
Tipp: Diese Funktion eröffnet Ihnen die Möglichkeit, bei neuen Funktionen die NC-Ausgaben auf die Kompatibilität mit Ihrer Maschinensteuerung zu testen, ohne das der Postprozessor angepasst werden muss

Nullpunktverschiebungen
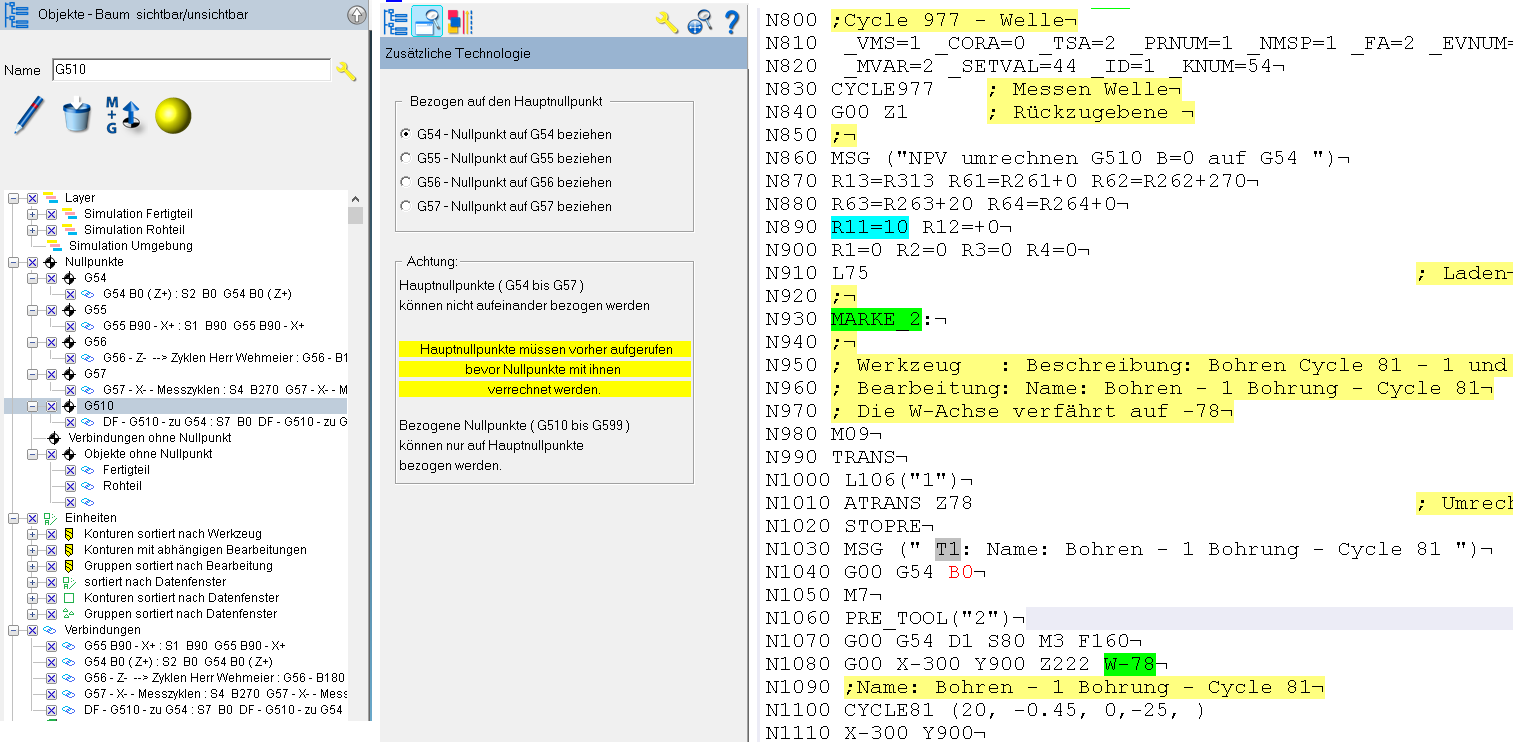
OPUS CAM hat sehr umfangreiche Möglichkeiten zur Behandlung von Nullpunktverschiebungen. Es sind beliebig viele Nullpunkte möglich. Dabei kann bestimmt werden, ob die Nullpunkte beim Anlegen des Programmes zu sehen sind oder ob sie bei Bedarf angelegt werden.
Es kann einem Werkstück, einer Vorrichtung oder einer Seite des Werkstückes ein Nullpunkt zugeordnet werden und die NC-Ausgabe erfolgt entsprechend. Natürlich werden aus die entsprechenden räumlichen Winkel für die A-Achse, B-Achse und oder C-Achse errechnet und in der vereinbarten Form ausgegeben.
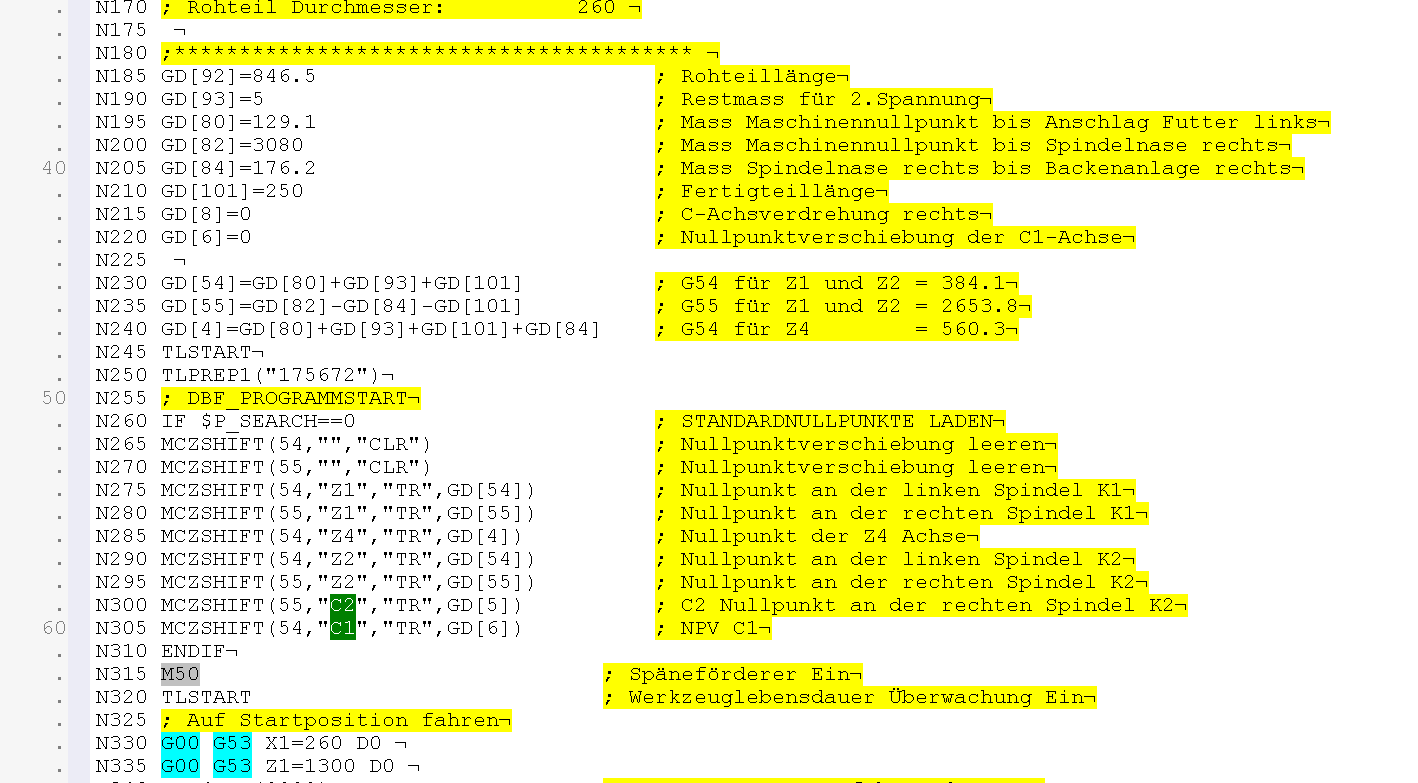
Kundenspezifisch sind diverse Arten der Nullpunktbehandlung denkbar und möglich. Als Beispiel ist die Zuordnung des Nullpunktes G510 zum Hauptnullpunkt G54 und die entsprechende Ausgabe als Parameter zu sehen. Eine weitere Lösung ist darunter zu sehen, hier werden die Nullpunkte für eine MTM Maschine ausgegeben.
Tipp: Die Zuordnung zu einem Nullpunkt kann auch nachträglich erfolgen.
Ihr Kontakt zu uns
Haben wir Ihr Interesse geweckt ? Dann nehmen Sie Kontakt mit uns auf.
Wir stehen Ihnen gerne für ein erstes unverbindliches Gespräch oder eine Präsentation zur Verfügung.
Wir freuen uns auf Sie !